|
工序号 |
工序名称 |
工序内容 |
工艺装备 |
|
1 |
下料 |
棒料φ25mm×142mm |
锯床 |
|
2 |
热处理 |
正火处理 |
|
|
3 |
车 |
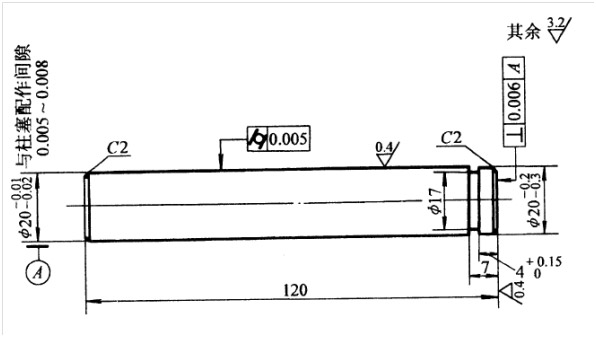
夹左端,车右端面,见平即可,外圆车至φ20.8mm,车右端工艺凸台φ8mm×10mm,钻中心孔A2.5,按图样尺寸距右端面4.5mm处切槽φ17mm×3mm,倒角2×45° |
C620 |
|
4 |
车 |
倒头转夹φ20.8mm外圆,加工另一端面,保证总长140.6mm,车端工艺凸台φ8mm×10mm,保证工件有效长度120.6mm,钻中心孔A2.5,倒角2×45° |
C620 |
|
5 |
热处理 |
盐浴淬火58~62GRC |
盐浴炉 |
|
6 |
冷处理 |
冰冷处理(液氮或干冰) |
|
|
7 |
磨 |
修研两端中心孔 |
CW6163 |
|
8 |
精磨 |
两中心孔定位装夹工件,磨φ20 mm(具体尺寸要M1432A与柱塞套配磨)保证柱塞与柱塞套的间隙0.005~0.008mm mm(具体尺寸要M1432A与柱塞套配磨)保证柱塞与柱塞套的间隙0.005~0.008mm |
M1432A |
|
9 |
线切割 |
采用开口铜套装夹工件,切除两端工艺凸台,保证工线切割机件总长120.6mm |
线切割机 |
|
10 |
磨 |
采用开口铜套装夹工件,磨右端面保证尺寸4 mm mm |
M1432A |
|
11 |
磨 |
采用开口铜套装夹工件,磨左端面保证工件总长120mm |
M1432A |
|
12 |
研磨 |
研磨右端面与φ20mm的垂直度公差0.006mm,并与配套的柱塞套一同做标记。 |
|
|
13 |
检验 |
按图样检查各部尺寸精度,探伤检查有无裂纹、夹渣等缺陷,无损检测硬度,切下的工艺凸台做金相组织检查 |
|
|
14 |
入库 |
涂油入库 |
|